叶片工艺分析
汽轮机叶片主要应用在汽轮机发动机上,零件对加工后的表面粗糙度和轮廓精度要求较高。其叶身较长、叶片壁薄,所以合理的进行加一〔程序的编制,选择合理的切削用量、因地制宜地选用刀具材料成为顺利加工出该零件的关键技术之一。·选用四轴数控加工中心进行叶片加工,其通过控制刀轴各个矢量方向的改变来加工各曲面,在编制加工程序时需要注意各曲面刀路的重叠相接。根据叶片的特点,我们采用的程序编制流程为:型腔铣粗加l:叶片,固定轴轮廓铣半精加工和精加工叶片的各个曲面,最后区域铣削精加工叶柄部分。
加工操作
UG的CAM模块提供了交互式编程产生精确具轨迹的方法,用户可通过观察刀具运动来图形化编辑刀具轨迹,最终的刀位源文件经过后置处理即生成数控加工程序。
3.1准备工作首先建立毛坯
在建模环境下,通过拉伸得到叶片的毛坯,半径为80m。进入加工环境,建立加工坐标系坐标系建立在毛坯的中心,通过旋转叶片,使叶片模型全部在毛坯范围内。由于叶片有弯扭角度,在建模时需要建立两个工艺台,以便在装夹时使两边中心对中。在加工时,粗加工出工艺台并留出精加工时刀具下刀的位置即可。建立3个基准面,为以后设置安全平面做准备。工艺台与基准面建立如图1所示。最后创建一把端铣刀和一把球头铣刀,端铣刀直径为7.7m,球头铣刀直径为6lnI,半径为3mm。
图1工艺台与基准面的建立
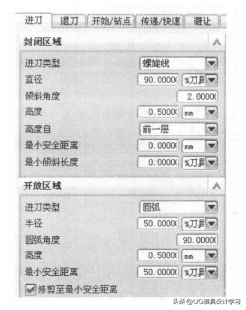
图2进刀参数的设置
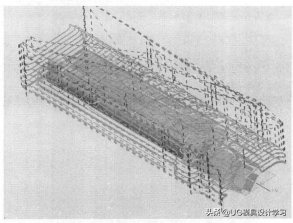
图3叶片后缘的粗加工轨迹
3.2编写型腔铣粗加工程序
3.3编写固定轴曲面轮廓铣加工程序
固定轴曲面轮廓铣是用于精加工由轮廓曲面形成的区域加工方法,通过精确控制刀轴和投影矢量,使导轨沿着非常复杂的曲面的复杂运动。在切削区域选择中,选择要加工的曲面。由于叶片在叶身与叶柄处有一定的陡峭度,所以在进刀角度中选择45。进刀,这样可以在陡峭部分得到良好的加工效果。由图4和图5对比,可以看出在陡峭部位,取90。的进刀角度会有明显的刀路断接现象,45“进刀角度刀路连接顺畅,稀疏合理。
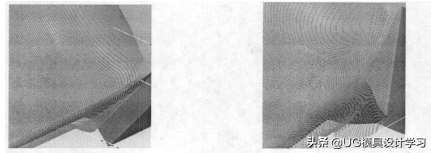
图4采用90。进刀的刀路轨迹图5采用45。进刀的刀路轨迹
在刀轴选择时,半精加工与精加工的刀轴选择可以稍微不一样,这样加_[出来的曲面精度较高。对于半精加工,刀轴方向和mZ轴一直,而在精加工中,用两点选择方法选择垂直于叶片的叶柄棱线作为刀轴的方向。半精加_〔时,余量都为0.lm,进刀类型为插削,安全设置为平面,利用上面建立的斜基准面偏置一定距离来设置安全平面。精加工时只要将余量设置为0,其余和半精加工设置的参数一样。
3.4编写其它表面精加工程序。
由于叶片有弯扭角度,只变换两次加_I_角度加工不到全部的计}身,需要通过选择不同的切削曲面来建立其它加工程序来完成。选择曲面时可以通过剪裁曲面来选择,也可以通过设置区域方法来界定。为了使编程简单,本文采用设置区域方法来界定。区域铣削驱动方法为非陡峭,陡角为20“。
3.5程序模拟仿真
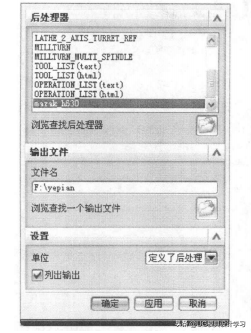
图后处6理对话框
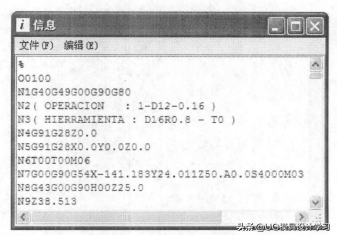
图部分7C代码
实4际加工将后处理生成的C代码N通过串行通讯接口传送到加工中心系统即可进行实体加工。通过叶片加_实L例表明,加工出来的n一十片表面粗糙度小,轮廓清晰,精度较高,符合设计要求。